

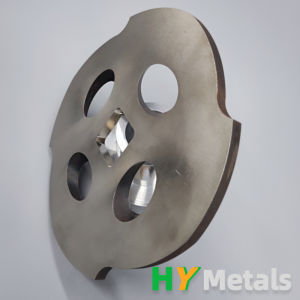
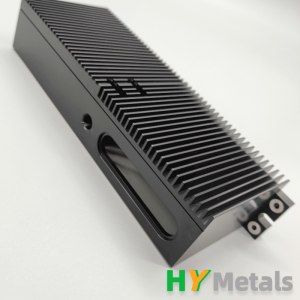
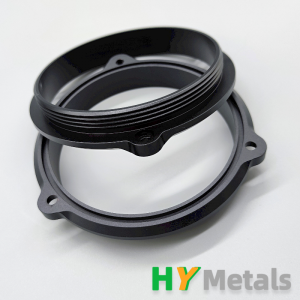
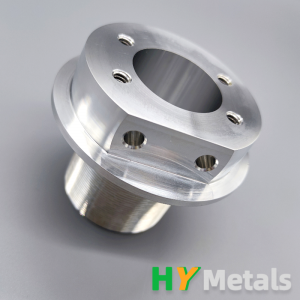
Tiksliai CNC apdirbtos titano dalys su šratų apdirbimu



SunkumaiCNCTitano lydinių dalių apdirbimas ir anodavimas
CNC apdirbimasTitano lydinių apdirbimas kelia unikalių iššūkių dėl būdingų medžiagos savybių. Titanas yra žinomas dėl savo didelio stiprumo ir svorio santykio, atsparumo korozijai ir biologinio suderinamumo, todėl jis yra populiarus pasirinkimas aviacijos ir kosmoso, medicinos ir automobilių pramonėje. Tačiau tos pačios savybės taip pat apsunkina apdirbimo procesą.
Apdorojimo iššūkiai
1. Įrankių susidėvėjimas:Titano lydiniai yra žinomi kaip abrazyviniai, todėlgreitas įrankių susidėvėjimasDėl didelio titano stiprumo pjovimo įrankiai turi būti pagaminti iš pažangių medžiagų, tokių kaip karbidai arba keramika, kad atlaikytų susidarančius įtempius. Net ir apdirbant šias medžiagas, įrankio tarnavimo laikas gali būti gerokai trumpesnis nei apdirbant minkštesnius metalus.
2. Šiluma:Titanas pasižymi mažu šilumos laidumu, todėl apdorojimo metu susidariusi šiluma neišsisklaido taip greitai. Dėl to ruošinys ir pjovimo įrankis terminiu būdu deformuojasi, o tai lemia prastą paviršiaus apdailą ir matmenų netikslumus. Veiksmingos aušinimo strategijos, pavyzdžiui, aukšto slėgio aušinimo sistemų naudojimas, yra labai svarbios šiai problemai išspręsti.
3. Lustų formavimas:Titano drožlių susidarymo būdas apdirbimo metu taip pat gali sukelti problemų. Skirtingai nuo minkštesnių metalų, kurie sklepia ištisines drožles, titanas paprastai gamina trumpas, smulkias drožles, kurios gali įsipainioti į įrankį ar ruošinį, dar labiau apsunkindamos apdirbimo procesą.
4. Apdirbimo parametrai:Labai svarbu pasirinkti tinkamą pjovimo greitį, pastūmą ir pjovimo gylį. Pernelyg agresyvūs parametrai gali sukelti įrankio gedimą, o pernelyg konservatyvūs nustatymai gali lemti neefektyvų apdirbimą ir pailginti gamybos laiką. Norint rasti geriausią pusiausvyrą, reikia daug patirties ir bandymų.
5. Ruošinio laikymas:Titanas turi mažą elastingumo modulį, o tai reiškia, kad jis deformuojasi veikiant slėgiui, todėl ruošinį sunku laikyti. Dažnai reikalingi specialūs tvirtinimo elementai ir prispaudimo metodai, kad dalys išliktų stabilios apdirbimo metu, o tai gali padidinti proceso sudėtingumą ir kainą.
Anodavimo iššūkis
PoCNCApdirbimas baigtas, titano lydinio anodavimas dar labiau apsunkina gamybos procesą.Anodavimasyra elektrocheminis procesas, kuris padidina atsparumą korozijai ir suteikia gražią apdailą. Tačiau titano anodavimas turi savų sunkumų.
1. Paviršiaus paruošimas:Prieš anoduojant titano paviršių, jį reikia kruopščiai paruošti. Bet kokie teršalai, tokie kaip aliejus ar apdorojimo likučiai, gali prastai sukibti su anoduotu sluoksniu. Tam dažnai reikia papildomų valymo procesų, tokių kaip ultragarsinis valymas arba cheminis ėsdinimas, o tai padidina gamybos laiką ir sąnaudas.
2. Anodavimo proceso valdymas:Titano anodavimo procesas yra jautrus įvairiems parametrams, įskaitant įtampą, temperatūrą ir elektrolitų sudėtį. Norint gauti vienodą anoduotą sluoksnį, reikia tiksliai kontroliuoti šiuos kintamuosius. Dėl skirtumų spalva ir storis gali būti nevienodi, o tai nepriimtina taikant didelio tikslumo programas.
3. Spalvos nuoseklumas:Anoduotas titanas gali išgauti įvairias spalvas, priklausomai nuo anoduoto sluoksnio storio. Tačiau pasiekti vienodą spalvą keliose dalyse gali būti sudėtinga dėl paviršiaus apdailos ir storio skirtumų. Šis nenuoseklumas gali būti problemiškas tose srityse, kur estetinis vienodumas yra labai svarbus.
4. Apdorojimas po anodavimo:Po anodavimo gali prireikti papildomo apdorojimo, kad būtų pagerintas anoduoto sluoksnio veikimas. Tai gali būti sandarinimo procesai, kurie gali dar labiau apsunkinti darbo eigą ir pailginti gamybos laiką.
Apibendrinant
CNC apdirbimas ir vėlesnis titano lydinių anodavimas yra sudėtingi procesai, kuriems reikalingos specializuotos žinios, įranga ir technologijos. Su apdirbimu susiję iššūkiai, tokie kaip įrankių susidėvėjimas, šilumos generavimas ir drožlių susidarymas, kartu su anodavimo sudėtingumu, pabrėžia kruopštaus planavimo ir vykdymo poreikį. Kadangi aukštos kokybės titano komponentų paklausa įvairiose pramonės šakose nuolat auga, šių sunkumų įveikimas yra labai svarbus gamintojams, siekiantiems atitikti griežtus kokybės ir našumo standartus.
„HY Metals“ yra CNC apdirbimo ekspertė, turinti daugiau nei 14 metų patirtį. Mes apdirbome daug titano detalių su dideliu tikslumu ir kokybe.
Štai keletas naujokų išCNC apdirbtos titano dalysPagaminta HY Metals.
HY Metalaipateiktivieno langelio principuindividualios gamybos paslaugos įskaitantlakštinio metalo gamyba irCNC apdirbimas, 14 metų patirtis ir8 visiškai valdomi objektai.
PuikuKokybėkontrolė,trumpasapyvarta,puikusbendravimas.
Siųskite savo RFQ sudetalūs brėžiniaišiandien. Kuo greičiau pateiksime jums kainos pasiūlymą.
„WeChat“:na09260838
Pasakykite:+86 15815874097
El. paštas:susanx@hymetalproducts.com
-
17-7 PH nerūdijančio plieno CNC apdirbimas: geriausi...
-
Pasirinktinis CNC apdirbimo radiatoriaus prototipas alium...
-

CNC tekinimo staklės, skirtos tekinti stakles, ...
-

CNC apdirbtos aliuminio dalys su san...
-

Didelio tikslumo CNC apdirbimo paslaugos PEEK apdirbimas...
-
Didelio tikslumo CNC tekinimo aliuminio detalė su ...
-
Didelio tikslumo CNC tekinimo dalys su apdirbtais...
-
Didelio tikslumo CNC frezavimo aliuminio dalys